




为了提高去应力退火的实际效果,加热温度最好能达到铸件最后一次完全卸载温度。在低于最后一次完全卸载温度时,加热温度越高,应力消除越充分。但是,加热温度过高,会引起铸件组织发生变化,从而影响铸件的性能。对于灰铸铁件,加热温度过高,会使共析渗碳体石墨化,使铸件强度和硬度降低。对于白口铸铁件,加热温度过高,也会使共析渗碳体分解,使铸件的硬度和耐磨性大幅度降低。
普通灰铸铁去应力退火的加热温度为550℃。当铸铁中含有稳定基体组织的合金元素时,可适当提高去应力退火温度。低合金灰口铸铁为600℃,高合金灰口铸铁可提高到650℃。加热速度一般为60~100℃/h。保温时间可按以下经验公式计算: H=铸件厚度/25+H',式中铸件厚度的单位是毫米,保温时间的单位是小时,H'在2~8范围里选择。形状复杂和要求充分消除应力的铸件应取较大的H'值。随炉冷却速度应控制在30℃/h以下,一般铸件冷至150~200℃出炉,形状复杂的铸件冷至100℃出炉。
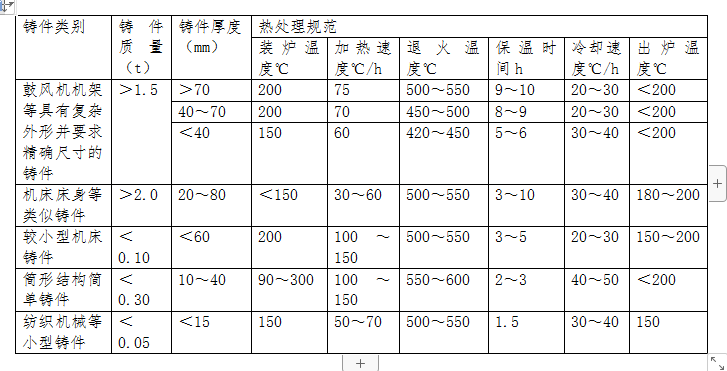
表1为一些灰铸铁件的去应力退火规范,供参考。
 鲁公网安备 37030202000585号
鲁公网安备 37030202000585号